Castings
Sinotech are able to supply castings from a variety of processes including Investment casting (Lost Wax /Lost Foam), Silica Sol casting and Sand Casting.
Investment Casting
This process allows the manufacture typically of small components, up to around 35Kg in weight to a very high degree of accuracy, 0.5% of length.
The Process
-
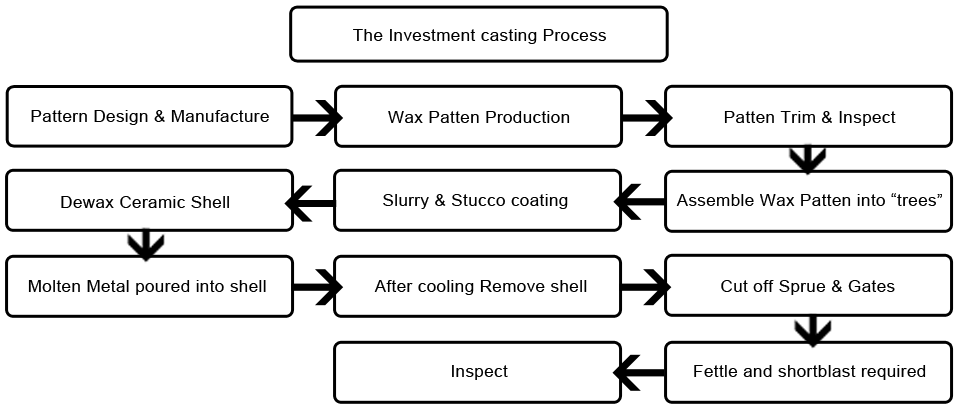
PATTERN CREATION:-
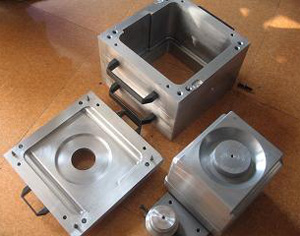
Starting with a 3D model the tool maker will create the pattern by precision machining he profile in a steel block
-
WAX PATTERN PRODUCTION:-
Normally the wax is poured/injected into the mould cavity and allowed to cool. If a core is required this is added at this stage. This process is repeated as required to generate sufficient wax impressions for the product process one for each
-
WAX PATTERN/TREE ASSEMBLY:-
Several of these patterns are attached to a central wax gating system (sprue, runners, and risers), to form a tree-like assembly. The gating system forms the channels through which the molten metal will flow to the mould cavity.
-
INVESTMENT:-
The tree is dipped into a fine ceramic slurry followed by coarse ceramic particles (sand stucco) then hardened. This process is repeated until the “Investment” is of the required thickness.
-
DE-WAX CERAMIC SHELL:-
Once completely dry, the tree is then placed in a in an inverted position in a furnace / steam autoclave to melt out and vaporize the wax, leaving a hollow ceramic shell that will act as a single use mould.
-
PRE-HEATING & POURING-
The mould is preheated in a furnace to between 870°C and 1100°C, to remove any moisture, but also to allow the metal to remain molten for longer and to fill any tight corners more fully. The molten metal is usually poured from a ladle into the cup at the top of the gating system of the mould, filling the mould cavity.
-
REMOVAL
Once cold the shell is mechanically broken away from the castings.
-
CUTTING & FINISHING
The sprue, gates, runners and any other excess metal is then ground / cut away from the castings, prior to shot blasting the castings to yield the finished product. Heat treatment is sometimes used to improve the mechanical properties of the finished parts.
Material Selection
The types of material suitable for investment casting include Carbon steel, Stainless steel, Duplex stainless steel, High Manganese steel, Heat-Resisting steel, Tool steel.
Nickel based alloys, Cobalt Based alloys, aluminium alloys copper alloys.
Base on Standard of DIN, AISI, ASTM, BS, JIB, GB.
Typical applications include
Automotive, Food equipment, medical equipment, Construction hardware, Marine equipment, etc.
Silica sol casting
 Silica sol casting is a typical high precision investment casting process for stainless steel investment castings. The main steps in the silica sol casting are mould design & manufacture--wax impression production, tree assembling, dewaxing, pouring, grinding-heat treatment-inspection-packing. Sinotech can supply silica sol castings in the range 0.1kg-120kg.
Silica sol casting is a typical high precision investment casting process for stainless steel investment castings. The main steps in the silica sol casting are mould design & manufacture--wax impression production, tree assembling, dewaxing, pouring, grinding-heat treatment-inspection-packing. Sinotech can supply silica sol castings in the range 0.1kg-120kg.
The key advantages of silica sol castings:
- Dimensional accuracy and surface finish, able to achieve CT6. Resulting in good surface texture.
- It is only suitable for small parts,
- As the dimensional accuracy is high, so there is often little need to carry out additional machining after casting for some components resulting in lower cost and processing times
- Beside stainless steels, silica sol casting process is also used for casting small size alloy steels and carbon steels.
Surface treatment for silica sol castings:
- Polishing. Polishing is one of the most important surface treatments for silica sol castings. With polishing, the surface of castings will be smooth and bright. Surface roughness can reach Ra0.63-0.01.Commonly used polishing methods for silica sol castings are mirror polishing and electrochemical polishing.
- Painting. Some customers may also require their silica sol castings to be painted.
The main products for silica sol castings are as follows:
- Valve castings
- Pump castings
- Impeller castings
- Food machinery castings
- CNC lathe castings

| Dimension (mm) |
Tolerance + / - (mm) |
| Gravity Die Casting |
|
| |
Lost Wax |
| |
Sand Casting |
| Over |
Up to & Including |
CT6 |
CT7 |
CT8 |
CT9 |
CT10 |
CT11 |
| 0 |
10 |
0.52 |
0.74 |
1.0 |
1.5 |
2.0 |
2.8 |
| 10 |
16 |
0.54 |
0.78 |
1.1 |
1.6 |
2.2 |
3.0 |
| 16 |
25 |
0.58 |
0.82 |
1.2 |
1.7 |
2.4 |
3.2 |
| 25 |
40 |
0.64 |
0.9 |
1.3 |
1.8 |
2.6 |
3.6 |
| 40 |
63 |
0.7 |
1.0 |
1.4 |
2.0 |
2.8 |
4.0 |
| 63 |
100 |
0.78 |
1.1 |
1.6 |
2.2 |
3.2 |
4.4 |
| 100 |
160 |
0.88 |
1.2 |
1.8 |
2.5 |
3.6 |
5.0 |
| 160 |
250 |
1.0 |
1.4 |
2.0 |
2.8 |
4.0 |
5.6 |
| 250 |
400 |
1.1 |
1.6 |
2.2 |
3.2 |
4.4 |
6.2 |
| 400 |
630 |
1.2 |
1.8 |
2.6 |
3.6 |
5.0 |
7.0 |
Sand Casting
This process is typically used to make larger components. The molten metal is poured into a prepared cavity formed out of sand. The Green Sand Mould process - is commonly used in the casting of aluminium, brass/bronze, and iron products. The term "green sand" is known principally because of the moisture content within the sand. The sand undergoes a "mulling" process in which various clay and chemical additives that act as binders are blended with the sand, which results in a compound which is suitable for the sand moulding process.
The Process
Pattern Creation:- A pattern maker creates an original master pattern typically from wood, plastic or steel. For simple designs the pattern is usually in one piece. For more complex designs it is usually made in two parts. Due to shrinkage the pattern is made oversize to allow for contraction on cooling.
Mould Production:- The pattern is held in a box called a flask, this is then rammed with sand. The sand contains a binder which helps harden the sand into a semi-permanent shape. Cores, shapes from sand, are inserted into the mould to produce the internal features of the part such as holes or internal passages.
Pouring:- Simple moulds are open at the top whilst two piece moulds have an integral pouring cup connected to a sprue and gating system, Vent holes are normally required to allow hot gasses to escape and to enable good mould fill. The molten metal, ideally at least 200 degrees above the metals melting point, to ensure good fluidity, is poured into the mould.
Cleaning:- Cleaning refers to all operations necessary for the removal of sand, scale, and excess metal from the casting. After solidification has taken place, The casting is separated from the mould and transported to the cleaning department. Burned-on sand and scale are removed to improve the surface appearance of the casting. Excess metal, in the form of fins, wires, parting line fins, and gates, is removed. Castings may be upgraded by welding or other procedures. Inspection of the casting for defects and general quality is performed.
Design Considerations
The designer should take into account the following:- The parting line, draft angles, the location of ribs, bosses etc, wall thickness, surface finish & machining allowances.
The parting line position is critical to the process and must be marked on the drawing; mismatch should not exceed 0.5mm.
The Draft Angles are necessary to ease the removal of the pattern from the sand mould and are typically 2 degrees, Ribs, webs section change etc, abrupt section changes are not desirable, if it is necessary to have a change greater than 2:1 they should be connected with a wedge shape with a maximum taper of 1:4. Wall Thickness should be kept between a minimum of 6mm and a maximum of 130mm.